錘式破碎機錘頭耐磨新材料的研制
- 字號 + -
1 引言
錘式破碎機的錘頭是破碎機的主要易損件,每年要消耗大量的金屬材料。目前國內的破碎機錘頭大部分使用高錳鋼材質,使用壽命非常短,而且出機物料由于錘頭的磨損過快造成篦條和錘頭的間隙過大而粒度不均勻,影響下一步的粉磨過程,同時頻繁停機更換錘頭增加了維修工作量,影響正常生產。如果錘頭的硬度過高,在大塊物料的打擊下很容易造成錘頭的斷裂,不及時停機會造成設備事故。因此,研制出一種高強韌材質制作錘頭具有十分重要的意義。
2 破碎機錘頭的失效分析及對耐磨材料的性能要求
2.1 錘頭的失效分析
錘式破碎機的工作簡圖見圖1,物料從喂料口落下進入破碎腔,與高速旋轉的錘頭相撞擊而被破碎。破碎后的物料落在有一定間隙的篦條上。這時錘頭除了在破碎腔上部與繼續落下的物料相撞擊外,還要對破碎腔底部堆積在篦條上的物料施以撞擊、碾壓,迫使被破碎后符合要求的細小物料通過篦條卸出。在上述過程中,錘頭除受到撞擊外,還受到物料的沖刷。隨著上述過程的不斷重復,久而久之,錘頭的原工作面遭到破壞,其表面形狀發生了變化,原來的棱角磨削為光滑的圓弧面,見圖2。從圖2我們可以看到,作用在錘頭磨面的力F分解為兩個力,一是垂直于磨面的法向力F法;另一是平行于磨面的切向力F切。前者對錘頭磨面產生撞擊作用;后者對錘頭磨面造成切削、沖刷。
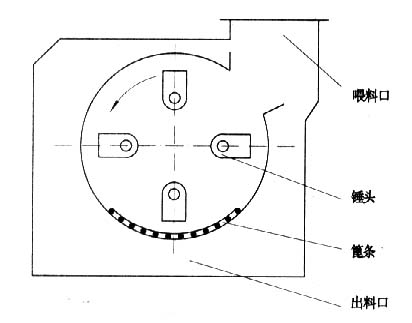
圖1 破碎機簡圖
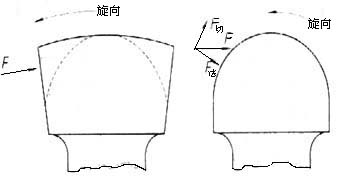
圖2 錘頭磨損前、后示意圖
由錘頭工作示意圖和掃描電鏡分析可知,破碎機錘頭在工作中受到幾種形式的磨損。在錘頭工作初期其表面形狀未發生改變時,錘頭主要受到撞擊磨損,物料以正向力撞擊金屬表面產生塑性變形和撞擊坑。
當錘頭的工作面磨損為弧面后,其表面的受力發生了變化,物料以一定的沖擊角撞擊工作面。此時錘頭除了受到物料以正向力F法的撞擊磨損外,還受到物料對它的沖刷造成的犁削。當材料硬度較低時物料刺入其表面,在水平分力F切的作用下將材料推至兩側,造成堆積和隆起,形成犁溝;而材料硬度較高時,磨損過程則以切削材料為主。被切削的材料一部分呈磨屑流失,另一部分尚與母體連接的磨屑經再次切削和沖擊后終還是斷裂脫落。同時在物料的反復多次沖擊下,沖擊坑的翻邊和犁溝降起的兩側因多次變形脆化而產生裂紋。裂紋經連接和擴展后產生了疲勞剝落。由于高錳鋼錘頭硬度低,不能有效地抵抗物料的刺入和刻劃,因而造成嚴重的犁溝和犁削,使其表面磨損加速。盡管物料的撞擊可產生一定量的加工硬化,但沖擊力還不足以使錘頭的工作面形成堅固的硬化層,造成錘頭的耐磨性不夠,終導致短期失效。因此提高錘頭材質的硬度必然有助于其耐磨性的提高,可使物料對金屬表面的犁削現象減輕。提高材質的韌性可以抑制裂紋的萌生和擴展,有助于減少疲勞剝落的形成,從而提高耐磨性。
2.2 錘頭材質應具備的性能要求
材料的硬度是影響其耐磨性的一個重要因素。物料與耐磨材料的硬度比值Ha/Hm對磨損率有很大影響。當0.7≤Ha/Hm≤1.3時,磨損率開始上升,耐磨性降低,如圖3所示。
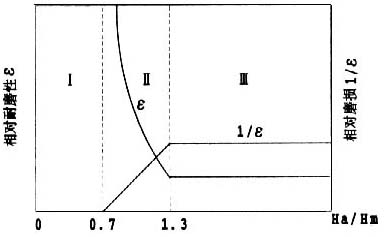
圖3 相對磨損、相對耐磨性與Ha/Hm的關系
這時如物料硬度不變,設法提高金屬材料的硬度以使其耐磨性顯著提高。水泥生產中硬的物料為水泥熟料,其硬度在HB480左右。因此在破碎熟料時要想得到較低的磨損率,就必須將錘頭的硬度提高到HB460(HRC49)以上。這是確保破碎機錘頭工作時具有高耐磨性的根本條件。高錳鋼的硬度遠遠低于上述值。對從現場取回的高錳鋼錘頭殘體進行了多次測試,其結果表面硬度只有HB230~350(HRC21~38)。說明預期的加工硬化效果沒有達到,從而硬度很低。這個硬度值對于破碎水泥熟料屬于硬磨料磨損,因而工件磨損嚴重而早期失效。
當然一味地提高材料的硬度并不一定就能提高材料的耐磨性。金屬材料的耐磨性是個綜合因素指標,與材料的硬度和韌性都有密切的關系,韌性對提高材料的耐磨性有著不可忽視的作用,韌性是材料本身吸收外部能量大小的標志,這對于在有沖擊載荷的磨損工況下顯得十分重要。高鉻鑄鐵是一種的耐磨材料,但是用它制作破碎機錘頭的欠缺處就是韌性偏低,易發生斷裂。生產實踐證明了材料硬度相同,而沖擊韌性不同的錘頭,其耐磨性是隨沖擊韌性值升高而增加的,即αk值高,使用壽命長。同時實踐證明,制造破碎機錘頭的材質其沖擊韌性應大于10J/cm2。
3 材質化學成分的確定
高碳可以獲得較高硬度基體,同時產生一定數量的碳化物硬相來抵抗硬質物料磨損。鉻、鎳、鉬元素的配合加入強烈地提高鋼的淬透性,使工件在空冷狀況下也能淬成馬氏體。這對生產中熱處理工藝的制定具有較大的實際意義,而鎳同時可使鋼的韌性—脆性轉變溫度降低,提高鋼的韌性,有益于在實際工況中受沖擊載荷的工件。少量的鈦和稀土元素可細化晶粒,凈化晶界,提高鋼的強度,見表1。
4 試驗方法
4.1 試樣制備
采用30kg堿性中頻爐熔煉澆注成梅花試樣,按標準加工成各項試驗所需尺寸,沖擊為10mm×10mm×55mm無缺口試樣。
4.2 試驗設備、儀器
硬度測試采用HR—150A洛氏硬度計;沖擊韌性試驗采用F—30B重擺錘式沖擊試驗機;拉伸試驗在WE—60材料試驗機上進行。磨損試驗在MLD—10動載磨料磨損試驗機上進行,試驗參數為:沖擊功1J、3J;沖擊頻率100次/min;磨料為5~10目石英砂;磨料流量為30kg/h;沖擊時間0.5h。
4.3 顯微組織分析
用XJG—05型臥式光學顯微鏡進行金相檢驗;高倍分析在CAMEBAX—MICRO大型電子擺針上進行,以獲得研究材料的高倍電子掃描圖像及各元素的分布情況。
5 試驗結果分析
5.1 硬度和韌性對耐磨材料的影響
為了使試驗鋼有一個沖擊韌性與硬度的佳配合,我們設計了900℃、940℃、980℃三種淬火溫度和五種回火溫度,以尋求合理的熱處理工藝(見表2)。
圖4顯示了淬火溫度與硬度的關系。可見隨著淬火溫度的提高,硬度不斷提高。在930℃和950℃之間硬度出現峰值,之后溫度再提高,硬度趨于下降。比較表2中試驗鋼在各熱處理狀態下的性能,可以看出在940℃淬火時鋼的綜合機械性能優于900℃、980℃淬火時的機械性能。圖5顯示了回火溫度對試驗鋼的硬度、強度和沖擊韌性的影響。隨著回火溫度的提高,硬度緩慢下降,當回火溫度至400℃時,由于合金元素的沉淀硬化,硬度略有回升,在450℃上下保持有較高的硬度。繼續提高回火溫度,馬氏體中碳的過飽和度降低,使得硬度降低。但回火溫度在500℃時仍能保持在HRC50以上,說明此鋼有較好的回火穩定性。由于淬火鋼中有較大的殘余應力,故淬火態的強度低。隨著回火溫度的升高,殘余應力逐漸消除而使強度上升,升至300℃左右出現峰值,繼續提高回火溫度,強度開始下降。沖擊韌性的變化是隨著回火溫度的提高沖擊值呈上升的趨勢,在280℃沖擊值開始降低,出現了回火脆性,繼續提高回火溫度至400℃以后,沖擊值又恢復上升。
表2 試驗鋼的熱處理和性能
編號熱處理狀態(皆為空淬)HRCαk(J/cm2)組織
1900℃淬火,不回火54.49.3M+K+A′
2900℃淬,280℃回52.615.2M回+K+A′
3900℃淬,350℃回52.112.9M回+K+A′
4900℃淬,420℃回52.913.5M回+K+A′
5900℃淬,480℃回51.816.8M回+T回+K
6900℃淬,540℃回48.721.7T回+K
7940℃淬火,不回火57.58.9M+K+A′
8940℃淬,280℃回53.415.9M回+K+A′
9940℃淬,350℃回53.012.4M回+K+A′
10940℃淬,420℃回54.413.6M回+K+A′
11940℃淬,480℃回52.817.1M回+T回+A′
12940℃淬,540℃回50.722.3T回+K
13980℃淬火,不回火56.29.8M+K+A′
14980℃淬,280℃回53.116.2M回+K+A′
15980℃淬,350℃回52.612.7M回+K+A′
16980℃淬,420℃回54.113.9M回+K+A′
17980℃淬,480℃回52.917.6M回+T回+K
18980℃淬,540℃回51.122.9T回+K
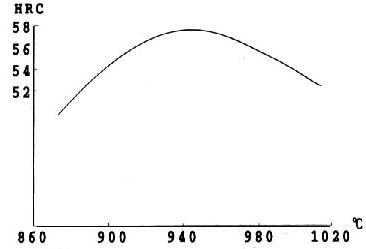
圖4 淬火溫度與硬度的關系
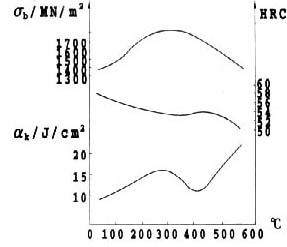
圖5 回火溫度與機械性能的關系
表3 磨損試驗結果
沖擊功(J)編號失重(g/h)相對
耐磨性
第一次第二次第三次平均
1100.1650.1570.1610.1612.83
110.1670.1650.1700.1672.73
Mn130.4550.4610.4520.4561
3100.1680.1760.1730.1722.45
110.1640.1590.1600.1612.61
Mn130.4140.4230.4280.4211
表3得出了在不同沖擊功下高錳鋼和鉻鎳鋼的磨損試驗結果。可見高錳鋼在較高的沖擊功下的磨損量比在低沖擊功時的磨損量小,耐磨性有所提高,這可能是加工硬化所致。而鉻鎳鋼硬度較高的10號試樣在低沖擊功下的磨損量小于硬度低而韌性稍高的11號試樣。在較高沖擊功下恰恰相反。這說明低沖擊應力下的沖擊磨損耐磨性取決于硬度指標;而較高沖擊應力下的沖擊磨損耐磨性取決于韌性和硬度的綜合指標。
為了描述硬度、沖擊韌性和磨損量之間的關系,我們選取一些錘頭材質試樣,測定其硬度、沖擊值,再做動載磨損試驗,測出其磨損失重,得出各種材質的三個參數數據。磨損量、硬度和沖擊韌性之間存在的關系式為:
Y=b0+b1x1+b2x2 (1)
式中:Y——磨損量,g/h;
x1———沖擊韌性,J/cm2;
x2———硬度,HRC。
通過回歸分析得出回歸方程:
Y=1.19-0.035x1-0.018x2 (2)
利用以上回歸方程,繪出各種韌性條件下硬度與磨損量之間的關系,見圖6。
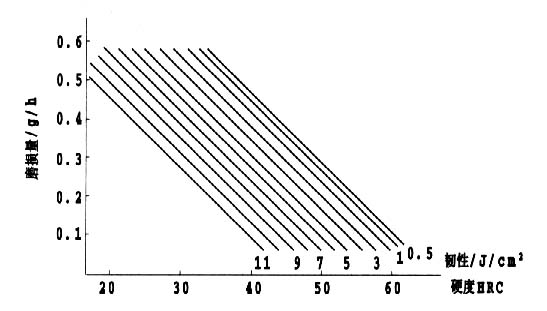
圖6 磨損量與硬度、韌性的關系
圖6顯示高硬度、高韌性的材料磨損量少,但一般情況下材料的硬度和韌性密切相關,韌性高時硬度較低,硬度高時韌性又較低(少數合金鋼除外)。因此必須考慮它們對磨損量的綜合影響。由于錘頭工作時承受沖擊載荷,為了避免沖擊斷裂選材時在有高硬度的前提下,盡可能的選擇沖擊韌性的大值。這樣既可避免沖擊斷裂,又可以使磨損量較小,從而提高錘頭的耐磨性。
5.2 顯微組織對耐磨性的影響
材料的耐磨性和其組織有著密切的關系。磨損試驗表明材料的耐磨性首先取決于組織。硬度是材料抵抗物料壓入表面的能力,硬度高物料壓入材料表面的深度就淺,切削產生的磨屑體積小,即磨損小,耐磨性高。韌性高說明材料可吸收的能量大,裂紋不易形成和擴展,材料承受反復變形能力大,不易形成疲勞剝落,即耐磨性高。試驗表明,硬度相同的不同材料其耐磨性是有差異的。同樣,韌性相同的不同材料耐磨性也不相同。如淬火態的試樣和淬火+回火的試樣相比較,硬度可能相當,但由于韌性不同而造成耐磨性不同。其實質是顯微組織的不同而造成的耐磨性不同。但如果鋼的顯微組織相同,可以以硬度的高低衡量耐磨性的高低。圖7反映了合金鋼基體組織和耐磨性的關系,可見回火馬氏體和貝氏體具有較高的耐磨性。試驗的鉻鎳鉬鋼經淬火、回火處理后,金相組織為:回火馬氏體+彌散分布的碳化物。其硬度為HRC54,沖擊韌性為16J/cm2,具有較高的綜合機械性能。
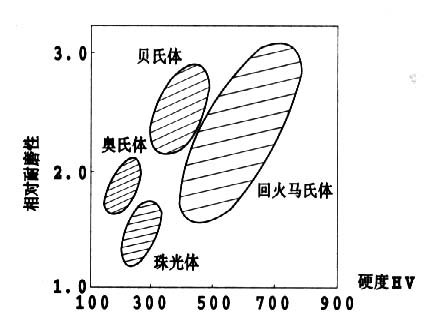
圖7 鋼的組織與耐磨性的關系
6 生產試制及裝機試驗
在實驗室研制的基礎上我們在鑄造廠生產了部分鉻鎳錘頭產品,在水泥廠作進一步裝機試驗。熔煉在500kg中頻電爐中完成,熔煉溫度1530~1580℃,澆注溫度1420~1480℃。稀土合金沖包熔化,然后扒渣澆注。木模收縮率按2%,造型采用糖漿砂,表面烘干,型腔刷涂料,工作面加外冷鐵,以求獲得細晶粒、無砂眼、無氣孔的高質量鑄件。鑄件澆冒口應用錘敲下,盡可能不用氣割,以防裂紋產生。鑄件熱處理在臺車式電阻爐中完成,為防止加熱速度過快產生開裂,升溫速度控制在≤150℃/h,在750℃保溫2h,然后隨爐升溫至淬火溫度,保溫0.5h后風冷,淬火后的錘頭堆積在一起自回火,再送入爐中回火,回火后出爐應快冷,以防止回火脆性產生。
1993年10月~1995年7月鉻鎳鋼錘頭分別在江蘇省儀征水泥廠Φ800mm×600mm錘式破碎機、江蘇省金壇縣第二水泥廠Φ800mm×400mm錘式破碎機、安徽勝利水泥廠750—4型立軸式破碎機、山東省淄博淄川水泥廠Φ800mm×600mm錘式破碎機上裝機試驗,并同機裝入高錳鋼錘頭同時使用。試驗結果表明:鉻鎳鋼錘頭使用壽命是高錳鋼錘頭的2.8至4.3倍,錘頭在使用過程中未發生過斷裂現象。
7 經濟效益
鉻鎳鋼錘頭的價格雖是高錳鋼的1.29倍,而其耐磨性平均是高錳鋼的3倍。因此綜合計算,前者只是后者消耗量的0.43倍,即用鉻鎳鋼錘頭可節約資金57%。如鉻鎳鋼錘頭在100家水泥廠推廣使用,每年可節約資金300多萬元。
新動態
-
2025-11-19
小跑偏,大隱患:皮帶輸送機跑偏問題的根治之道
-
2025-11-18
皮帶機隱形的成本:破解皮帶輸送機磨損困局
-
2025-11-17
物料流轉的紐帶:論皮帶輸送機的系統協同價值
-
2025-11-14
延年益壽——破碎生產線料倉的周期性維護與優化
-
2025-11-13
防患于未然——破碎生產線料倉的日常精細化管理
-
2025-11-12
破堵解粘:破碎生產線料倉常見問題診斷與應對指南
-
2025-11-11
破碎生產線的料倉如何設計?掌握關鍵,暢通無阻
-
2025-11-10
破碎生產線的“調度系統”:淺析料倉的種類與功用
-
2025-11-07
你的機制砂粒形總是不達標?揭秘背后四大“隱形推手”
-
2025-11-06
輪胎式移動破碎站VS履帶式移動破碎站,優缺點對比









